

Преглед на проектот
Цртежи на работниот дел: Подлежат на CAD цртежи обезбедени од страната А Технички барања: Количина на складирање во силосот ≥ капацитет на производство за еден час
| Тип на работно парче | Спецификација | Време на машинска обработка | Количина на складирање/час | Број на жици | Барање |
| SL-344 плоча за притискање | 1Т/2Т/3Т | 15 | 240 | 1 | Компатибилен |
| 5Т/8Т | 20 | 180 | 1 | Компатибилен | |
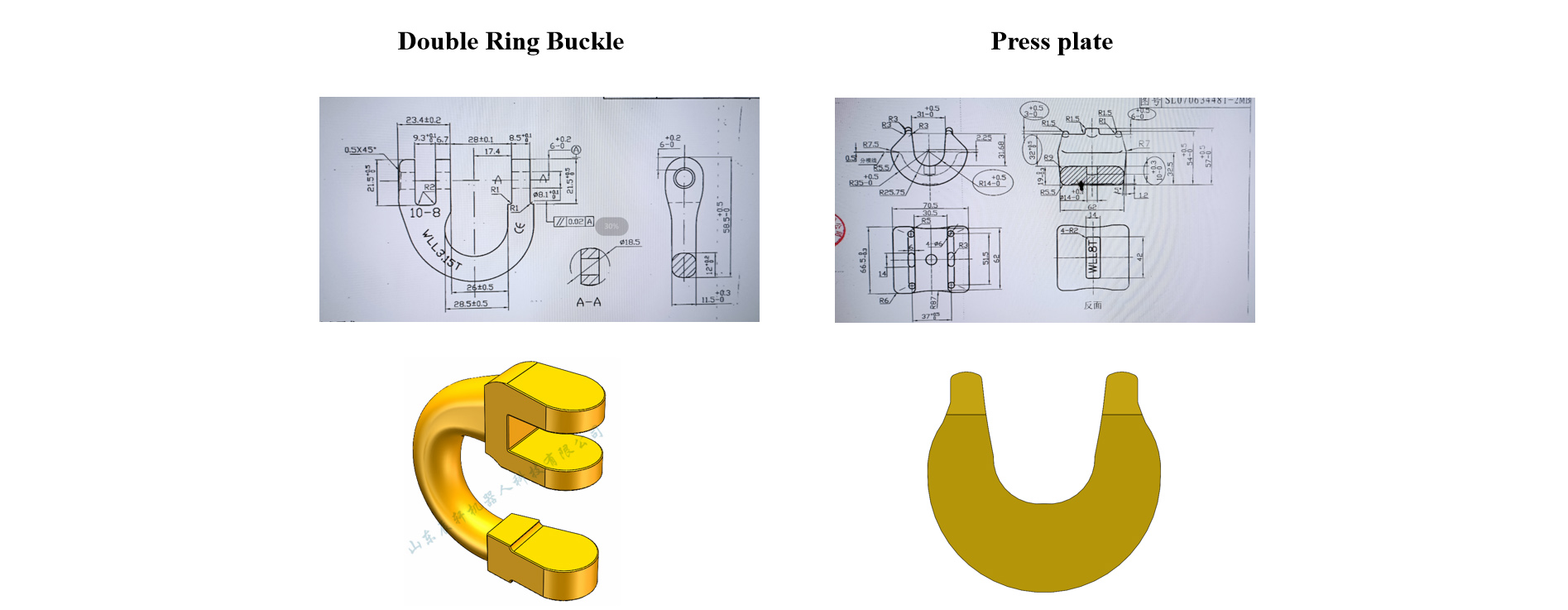
| SL-74 двојна прстенеста тока | 7/8-8 | 24 | 150 | 2 | / |
| 10-8 | 25 | 144 | 2 | / | |
| 13-8 | 40 | 90 | 2 | / | |
| 16-8 | 66 | 55 | 1 | / | |
| 20-8 | 86 | 42 | 2 | / |
Цртеж на работно парче, 3D модел
Распоред на шемата
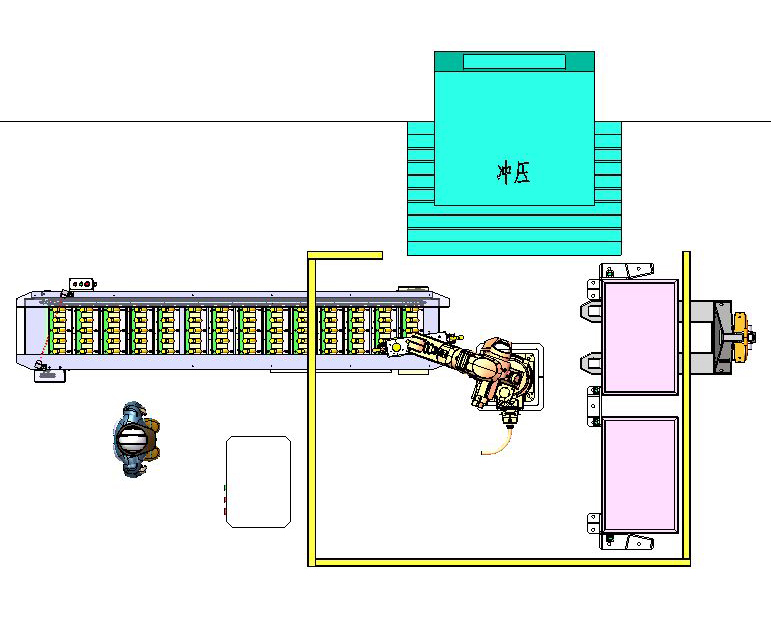
Опис: Деталната димензија на зафатеноста на земјиштето ќе биде предмет на проектот.
Список на опрема
Кошница за привремено складирање на преградни плочи
| Сериски број | Име | Модел бр. | Количина. | Забелешки |
| 1 | Роботи | XB25 | 1 | Ченксуан (вклучувајќи го телото, контролниот кабинет и демонстраторот) |
| 2 | Роботска маша | Прилагодување | 1 | Ченџуан |
| 3 | База на роботи | Прилагодување | 1 | Ченџуан |
| 4 | Електричен контролен систем | Прилагодување | 1 | Ченџуан |
| 5 | Вчитување на транспортер | Прилагодување | 1 | Ченџуан |
| 6 | Безбедносна ограда | Прилагодување | 1 | Ченџуан |
| 7 | Уред за детекција на позиционирање на рамката на материјалот | Прилагодување | 2 | Ченџуан |
| 8 | Рамка за затварање | / | 2 | Подготвено од страната А |
Опис: Табелата ја прикажува листата со конфигурации на поединечна работна станица.
Технички опис
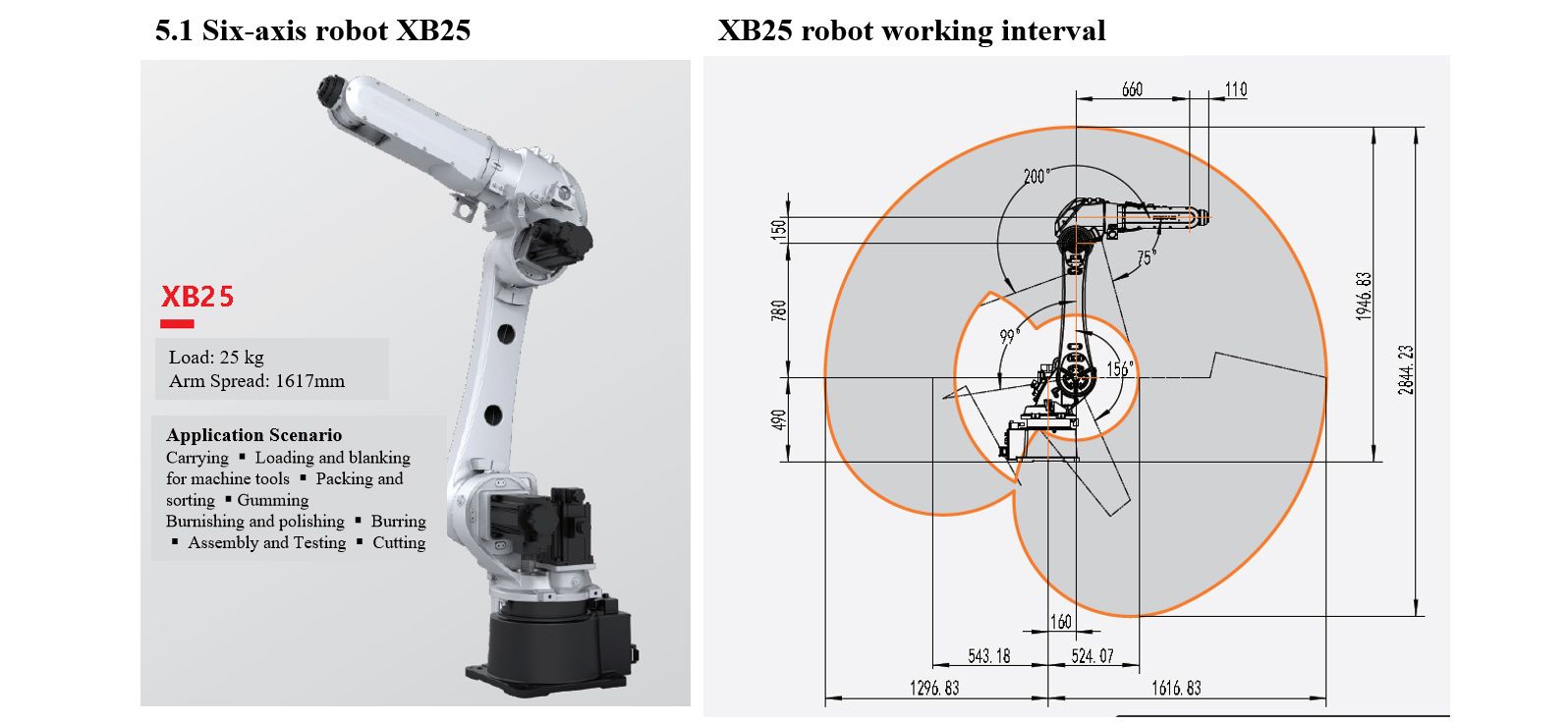
Шест-осен робот XB25
Роботер XB25 als grundlegende параметар
| Модел бр. | Степен на слобода | Оптоварување на зглобот | Максимален работен радиус | ||||||||
| XB25 | 6 | 25 кг | 1617 мм | ||||||||
| Повторена точност на позиционирање | Телесна маса | Степен на заштита | Режим на инсталација | ||||||||
| ± 0,05 мм | Приближно 252 кг | IP65 (IP67 за зглоб) | Земја, суспендирана | ||||||||
| Интегриран извор на воздух | Интегриран извор на сигнал | Номинална моќност на трансформаторот | Совпаѓачки контролер | ||||||||
| 2-φ8 воздушна цевка (8 бари, соленоиден вентил за опција) | 24-канален сигнал (30V, 0,5A) | 9,5 kVA | XBC3E | ||||||||
| Опсег на движење | Максимална брзина | ||||||||||
| Вратило 1 | Вратило 2 | Вратило 3 | Вратило 4 | Вратило 5 | Вратило 6 | Вратило 1 | Вратило 2 | Вратило 3 | Вратило 4 | Вратило 5 | Вратило 6 |
| +180°/-180° | +156°/-99° | +75°/-200° | +180°/-180° | +135°/-135° | +360°/-360° | 204°/Ј | 186°/Ј | 183°/Ј | 492°/Ј | 450°/С | 705°/Ј |
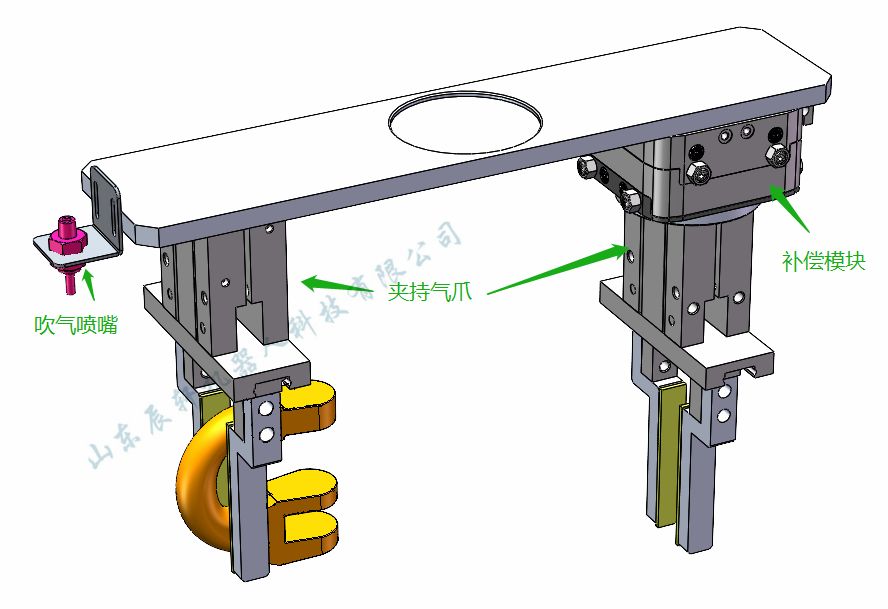
Роботска маша
1. Дизајн со двојна станица, интегрирано вчитување и празнење, способен за брзо претоварување;
2. Применливо само за стегачки работни парчиња со одредена спецификација, а штипката е компатибилна само со стегање на слични работни парчиња во одреден опсег;
3. Држењето при исклучување гарантира дека производот нема да падне за кратко време, што е безбедно и сигурно;
4. Група пневматски млазници со голема брзина може да ја исполни функцијата за дување воздух во машинскиот центар;
5. За стегање на прстите треба да се користат меки полиуретански материјали за да се избегне притискање на обработениот дел;
6. Модулот за компензација може автоматски да ја компензира позиционирањето на работното парче или грешките на арматурата и варијацијата на толеранцијата на работното парче.
7. Дијаграмот е само за референца, а деталите ќе бидат предмет на вистинскиот дизајн.
| Технички податоци* | |
| Број на нарачка | XYR1063 |
| За поврзување на прирабници според EN ISO 9409-1 | ТК 63 |
| Препорачано оптоварување [кг]** | 7 |
| Поместување на X/Y оската +/- (мм) | 3 |
| Сила на задржување во центарот (N] | 300 |
| Нецентрична сила на задржување [N] | 100 |
| Максимален работен притисок на воздухот [бар] | 8 |
| Минимална работна температура [°C] | 5 |
| Максимална работна температура [°C] | +80 |
| Волумен на воздух потрошен по циклус [cm3] | 6,5 |
| Момент на инерција [kg/cm2] | 38,8 |
| Тежина [кг] | 2 |
| *Сите податоци се мерени при воздушен притисок од 6 бари **Кога е составен во центарот |
Модул за компензација

Модулот за компензација може автоматски да ја компензира позиционирањето на работното парче или грешките на арматурата и варијацијата на толеранцијата на работното парче.
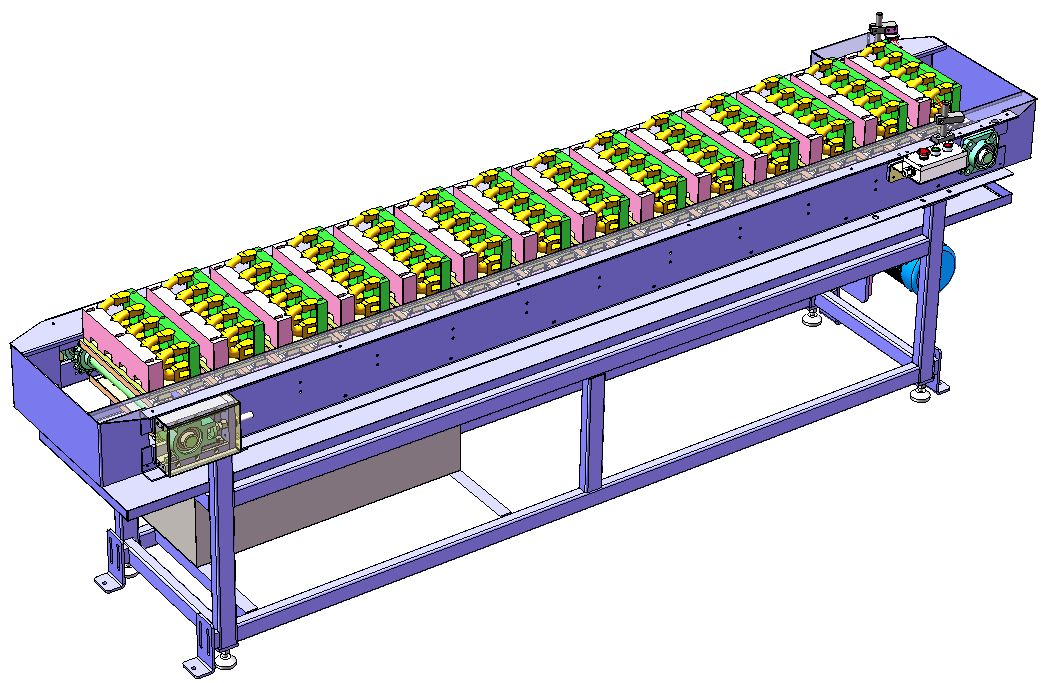
Линија за товарење и транспорт
1. Линијата за товарење и пренесување користи структура за транспорт со еден слој од синџир, со голем капацитет за складирање, лесно рачно ракување и високи трошоци;
2. Проектираната количина на пласирани производи треба да го задоволи производствениот капацитет од еден час. Под услов на редовно рачно полнење на секои 60 минути, може да се реализира работа без исклучување;
3. Послужавникот за материјали е заштитен од грешки, за да се олесни рачното празнење, а алатките на силосот за работни парчиња со различни спецификации треба да се прилагодуваат рачно;
4. За послужавникот за хранење на силосот се избираат материјали отпорни на масло и вода, против триење и со висока цврстина, а при производство на различни производи е потребно рачно прилагодување;
5. Дијаграмот е само за референца, а деталите ќе бидат предмет на вистинскиот дизајн.
Електричен контролен систем
1. Вклучувајќи системска контрола и сигнална комуникација помеѓу опремата, вклучувајќи сензори, кабли, канали, прекинувачи итн.;
2. Автоматската единица е дизајнирана со тробојна алармна ламба. За време на нормална работа, тробојната ламба свети зелено; а ако единицата откаже, тробојната ламба ќе свети црвено навреме;
3. На контролниот кабинет и на демонстративната кутија на роботот има копчиња за итно запирање. Во случај на итна состојба, копчето за итно запирање може да се притисне за да се реализира итно запирање на системот и истовремено да се испрати алармен сигнал;
4. Преку демонстраторот, можеме да составиме многу видови апликативни програми, кои можат да ги задоволат барањата за обновување на производите и додавање нови производи;
5. Сите сигнали за итно запирање на целиот контролен систем и сигналите за безбедносно блокирање помеѓу опремата за обработка и роботите се поврзани со безбедносниот систем, а меѓусебното контролирање се спроведува преку контролната програма;
6. Контролниот систем ја реализира сигналната врска меѓу оперативната опрема како што се роботите, силосите за товарење, машата и машинските алати за обработка;
7. Системот на машински алатки треба да реализира размена на сигнали со роботскиот систем.
Машинска обработка (обезбедена од корисникот)
1. Машинската алатка за обработка треба да биде опремена со механизам за автоматско отстранување на струготини (или за рачно и редовно чистење на струготините од железо) и функција за автоматско отворање и затворање на вратата (доколку има функција за отворање и затворање на вратата на машината);
2. За време на работата на машинската алатка, не е дозволено струготини од железо да се обвиткуваат околу работните парчиња, што може да влијае на стегањето и поставувањето на работните парчиња од страна на роботите;
3. Земајќи ја предвид можноста отпад од струготини да паднат во калапот на машинската алатка, Страната Б ја додава функцијата за дување воздух на роботските клешти.
4. Страната А треба да избере соодветни алатки или технологија на производство за да обезбеди разумен век на траење на алатот или менување на алатките со менувачот на алатки во машинската алатка, со цел да се избегне влијание врз квалитетот на автоматичната единица поради абење на алатот.
5. Сигналната комуникација помеѓу машинската алатка и роботот ќе ја спроведува Страната Б, а Страната А ќе обезбеди релевантни сигнали од машинската алатка по потреба.
6. Роботот врши грубо позиционирање при изборот на деловите, а прицврстувачот на машинската алатка остварува прецизно позиционирање според референтната точка на обработениот дел.
Безбедносна ограда
1. Поставете ја заштитната ограда, безбедносната врата, безбедносната брава и другите уреди и извршете ја потребната заштита со меѓусебно заклучување.
2. Безбедносната врата треба да биде поставена на соодветната позиција на безбедносната ограда. Сите врати треба да бидат опремени со безбедносен прекинувач и копче, копче за ресетирање и копче за итно стопирање.
3. Безбедносната врата е поврзана со системот преку безбедносна брава (прекинувач). Кога безбедносната врата ќе се отвори ненормално, системот запира и дава аларм.
4. Мерките за безбедносна заштита ја гарантираат безбедноста на персоналот и опремата преку хардвер и софтвер.
5. Безбедносната ограда може да ја обезбеди самата Страна А. Препорачливо е заварувањето да се изврши со висококвалитетна решетка и површината да се обои со жолт лак за печење со предупредување.

Безбедносна ограда

Безбедносна брава
Безбедносна ограда Работна средина (обезбедена од страна на Страна А)
| Напојување | Напојување: Трифазен четирижичен AC380V ± 10%, опсег на флуктуација на напон ± 10%, фреквенција: 50HZ; Напојувањето на роботскиот контролен кабинет треба да биде опремено со независен воздушен прекинувач; Роботскиот контролен кабинет мора да биде заземјен со отпор на заземјување помал од 10Ω;Ефективното растојание помеѓу изворот на енергија и електричниот контролен кабинет на роботот треба да биде во рамките на 5 метри. |
| Извор на воздух | Компримираниот воздух треба да се филтрира од вода, гас и нечистотии, а излезниот притисок по минување низ FRL треба да биде 0,5~0,8Mpa; Ефективното растојание помеѓу изворот на воздух и телото на роботот треба да биде во рамките на 5 метри. |
| Фондација | Третирајте со конвенционалниот цементен под на работилницата на Страната А, а основата за инсталација на секоја опрема треба да биде фиксирана на земјата со експанзиони завртки; Јачина на бетонот: 210 kg/cm2; Дебелина на бетонот: Повеќе од 150 mm;Нерамномерност на темелите: Помала од ±3 мм. |
| Услови на животната средина | Температура на околината: 0~45 ℃; Релативна влажност: 20%~75% RH (не е дозволена кондензација); Забрзување на вибрациите: Помалку од 0,5G. |
| Разно | Избегнувајте запаливи и корозивни гасови и течности и не прскајте масло, вода, прашина итн.; Не се приближувајте до изворот на електричен шум. |






